


 全景工厂
全景工厂






微信客服
微信公众号

抖音视频
2025-06-27 15:59:53
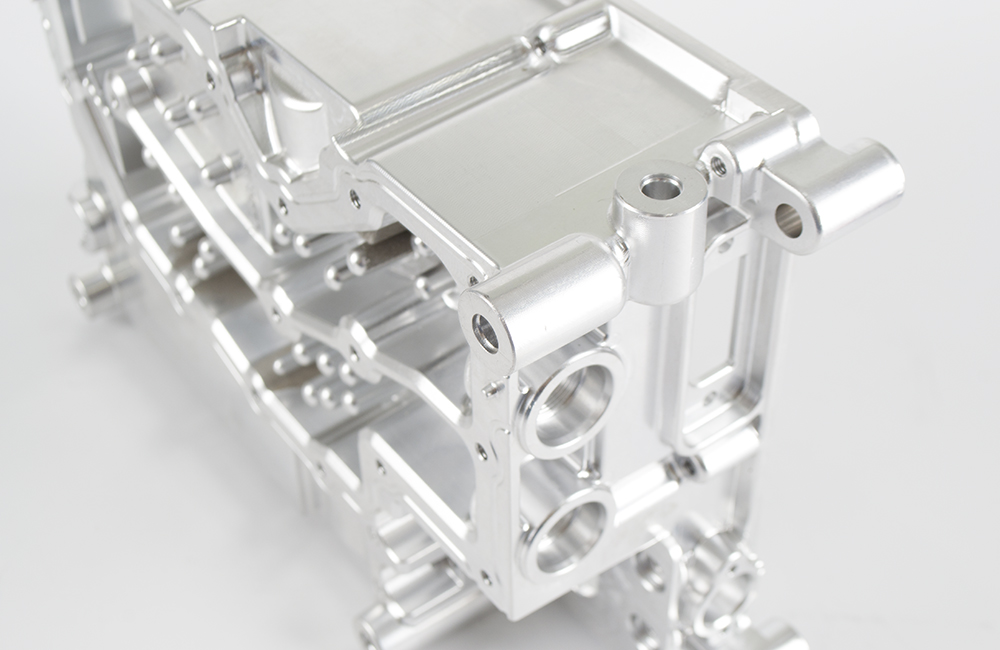
手板五金冲压是一种通过冲压工艺制作金属手板模型的加工方式,适用于需要高精度、高强度或量产验证的金属零件(如电子产品外壳、汽车零部件、机械结构件等)。以下是手板五金冲压的详细流程和关键要点:
需求分析明确手板用途:外观验证、结构测试、装配匹配或功能测试。确定材料:根据需求选择金属板材(如不锈钢、铝合金、铜、镀锌板等),考虑材料的硬度、厚度(0.5mm~3mm)、延展性及成本。确认数量:手板冲压通常为小批量(1~50件),适合模具试产或简易模具加工。
设计与图纸提供二维图纸(如CAD图)或三维模型(如STP文件),标注尺寸、公差、孔位、折弯半径等关键参数。标注特殊工艺要求(如表面处理、乳化液防护、毛刺控制等)。
简易模具开发对于小批量手板,可采用简易模具(如锌合金模具或树脂模具),降低成本和周期。复杂零件需设计多工序模具(如落料、折弯、拉伸、成形等组合模具)。
模具调试调试模具间隙(通常为板厚的5%~10%),确保冲压精度和断面质量。测试冲压力和行程,避免材料撕裂或模具损坏。
材料裁剪根据零件尺寸裁剪金属板材,预留适当的加工余量。
冲压工艺落料:通过冲裁模将板材切割成所需外形。折弯:使用折弯机或折弯模具进行弯曲成型,控制折弯角度和半径。拉伸:对深腔零件进行拉伸成型,防止材料破裂或起皱。翻孔/攻牙:对孔位进行翻孔或螺纹加工(如M1.6~M6螺纹)。
质量控制检查毛刺、划伤、变形、尺寸偏差等问题,必要时进行二次修边或校准。使用检具(如卡尺、塞规、投影仪)检测关键尺寸,确保公差在±0.1mm以内。
去毛刺与清洗通过抛光、电解去毛刺或振动研磨去除冲压产生的毛刺。用超声波清洗机去除油污和杂质。
表面处理电镀:如镀镍、镀铬、镀锌,提升耐腐蚀性和外观质感。喷涂:喷烤漆、喷砂或阳极氧化,实现不同颜色和纹理效果。丝印:印刷logo、标识或图案。
热处理(可选)对需要强化的零件进行热处理(如淬火、回火),提升硬度和耐磨性。
部件组装将冲压件与其他零件(如螺丝、塑料件、电子元件)组装成完整手板。使用螺丝紧固、卡扣装配或焊接(如激光焊、氩弧焊)完成连接。
功能测试测试装配匹配度、结构强度、耐压性、灵活性等性能。模拟实际使用场景(如跌落、振动、温湿度环境)验证可靠性。
质量检测提供检测报告,包括尺寸记录、表面质量、装配测试结果等。对复杂零件进行三维扫描,生成STL文件供客户对比。
优化迭代根据客户反馈调整模具或工艺参数,如修改折弯半径、优化模具间隙、调整热处理工艺等。
材料选择避免材料过软(如纯铝)导致变形,或过硬(如高碳钢)导致模具损耗快。对防锈要求高的场景,优先选择不锈钢或镀锌板。
成本控制手板冲压模具成本较高,可通过简化设计(如减少工序、合并步骤)降低成本。小批量建议采用软模或快速模具技术(如3D打印树脂模具)。
交期管理冲压手板周期通常为5~15天(含模具开发),需提前规划进度。
通过以上流程,手板五金冲压可高效制作高精度金属零件,帮助客户快速验证设计,为量产提供可靠依据。