


 全景工厂
全景工厂






微信客服
微信公众号

抖音视频
2025-06-26 15:38:16
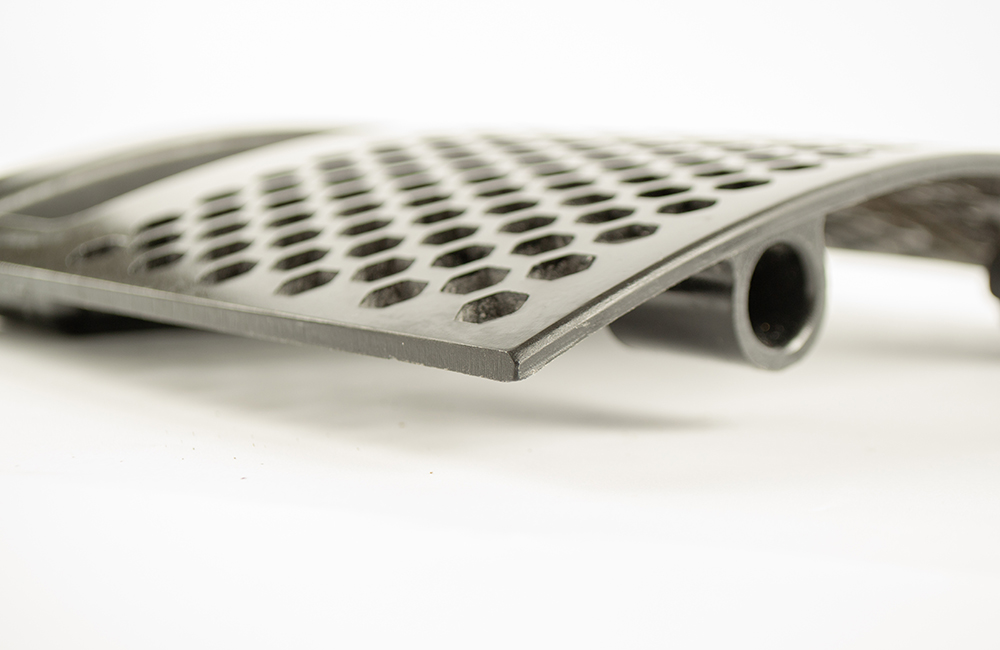
五金手板件是指通过机械加工(如CNC加工、钣金、焊接等)或铸造工艺制作的金属实物模型,通常用于验证产品设计的结构强度、装配逻辑、外观质感或功能测试。五金手板件的材料多为铝合金、不锈钢、铜、锌合金等,适用于对精度、耐用性或质感要求较高的场景。以下是关于五金手板件的详细说明:
一、什么是五金手板件?
定义
五金手板件是利用金属材料(如铝合金、不锈钢、铜等)通过机械加工或铸造工艺制作的实物模型,具有与最终产品相似的结构、功能和外观。
特点
材料特性:
金属材质强度高、耐腐蚀、质感好,适合精密结构和功能性测试。
可进行表面处理(如阳极氧化、电镀、喷砂、抛光)。
工艺优势:
精度高(可达±0.05mm),适合复杂零件或装配验证。
可加工多种金属材质,满足不同需求(如导电性、导热性、承重能力)。
适用场景:
精密机械配件、电子设备外壳、汽车零部件、高端消费品等。
二、五金手板件的制作工艺
1. CNC加工(主流工艺)
流程:
3D建模:使用CAD软件设计零件模型,标注尺寸和公差。
材料选择:根据需求选择铝合金(如6061、6063)、不锈钢(如304)、铜或钛合金。
编程与装夹:将3D模型导入CAM软件生成G代码,固定金属材料到CNC机床。
粗加工→精加工:通过铣削、车削、钻孔等工艺逐步成型,最后进行表面处理。
优势:
精度高(±0.05mm~±0.1mm),适合复杂曲面、螺纹、凹槽等结构。
可加工单件或小批量,无需开模。
劣势:
成本较高(尤其是不锈钢、钛合金),加工时间较长。
深腔或薄壁结构可能产生变形。
2. 钣金加工
适用场景:
金属外壳、机箱、支架等薄板类零件。
流程:
激光切割:用激光切割金属板材(如不锈钢、镀锌板)。
折弯:通过折弯机形成角度(如90°、120°)。
焊接/铆接:将多个钣金件拼接成整体。
表面处理:喷涂、电镀或喷砂。
优势:
适合大尺寸平面零件,成本低。
可快速制作外壳类手板。
劣势:
精度较低(±0.1mm~±0.5mm),复杂曲面受限。
3. 铸造工艺
压铸:
适合中小批量(几十到几百件),材料多为锌合金、铝合金。
优势:表面光滑,可铸造复杂形状(如螺纹、logo)。
劣势:模具成本高,易产生气孔。
砂型铸造:
适合超大件或低复杂度零件(如机床底座)。
优势:无模具限制,成本低。
劣势:精度低,表面粗糙。
4. 其他工艺
焊接:用于组合多个金属零件(如机器人臂、支架)。
电火花(EDM):加工超硬材料(如钨钢)或复杂轮廓。
3D打印(金属):
适用场景:小批量、复杂结构(如齿轮、镂空件)。
材料:不锈钢、铝合金、钛合金。
优势:无需模具,支持任意形状。
劣势:成本高,表面需后处理。
三、五金手板件 vs 塑料手板 vs 铸铝手板
对比维度 五金手板件(CNC/钣金) 塑料手板(3D打印/CNC) 铸铝手板(压铸/重力铸造)
材料 铝合金、不锈钢、铜、钛合金等 PLA、ABS、树脂 铝合金(如ADC12、AlSi10)
加工工艺 CNC、钣金、焊接、铸造 3D打印、CNC、复模 压铸、重力铸造
精度 高(±0.05mm~±0.1mm) 低~中等(3D打印±0.5mm) 中等(±0.1mm~±0.5mm)
表面效果 可抛光、电镀、阳极氧化,质感高端 层纹明显,需后处理 可阳极氧化、喷涂,接近量产质感
成本 高(尤其是不锈钢、钛合金) 低(无需模具) 中等(模具费较高,单件成本低)
批量 适合单件或小批量 适合单件或超小批量 适合中小批量(几十~几百件)
适用场景 精密机械、电子设备、高端消费品 消费电子、玩具、医疗设备 汽车零件、电子设备外壳
四、应用场景
精密机械
齿轮、轴套、散热片、电机外壳等,验证配合度和耐久性。
例子:CNC加工无人机螺旋桨 hub,测试动平衡和强度。
电子设备
笔记本电脑转轴、手机中框、散热器等,验证结构强度和电磁屏蔽。
例子:不锈钢屏蔽罩手板,测试信号干扰情况。
汽车零部件
刹车卡钳、发动机支架、车门铰链等,验证承重能力和装配逻辑。
例子:铝合金压铸汽车轮毂,测试散热性和重量分布。
高端消费品
珠宝盒、手表表壳、音响外壳等,验证外观质感和装配精度。
例子:钛合金手表表壳手板,测试抛光效果和防水性。
工业设备
机器人关节、自动化设备治具、医疗器械骨架等,验证功能性和稳定性。
例子:不锈钢手术器械手板,测试灭菌兼容性和握持感。
五、注意事项
材料选择
根据用途选择金属类型:
铝合金(6061/6063):轻质、易加工,适合多数结构件。
不锈钢(304/316):耐腐蚀,适合医疗或户外设备。
铜/铍铜:导电导热性好,适合电子元件。
钛合金:轻且强度高,适合高端设备。
表面处理
阳极氧化:铝合金常用,增加硬度和颜色(如黑色、金色)。
电镀:不锈钢/铜件可镀镍、铬,提升光泽度和防腐性。
喷砂/抛光:增强手感或美观度,掩盖加工痕迹。
公差控制
CNC加工公差通常为±0.05mm~±0.1mm,复杂结构需预留加工余量。
避免设计过薄的壁厚(铝合金建议≥0.5mm,不锈钢≥1mm)。
成本优化
简单结构用钣金或压铸,复杂零件用CNC。
避免不必要的异形孔或深腔,减少加工时间。
六、总结
五金手板件是产品设计中验证结构、功能和质感的核心工具,尤其适合高精度、高强度或高端场景。通过CNC加工、钣金或铸造工艺,可以快速获得接近量产的金属模型,为后续开模或生产提供可靠依据。如果是精密零件或功能性测试,五金手板件(CNC/钣金)是首选方案!